










![]()
Every product sold within the European Union must by law have a CE mark to prove that it conforms to all legal requirements. The Low Voltage Directive falls under the CE definition which ensures every product complies with a harmonised standard, and this includes Electromagnetic Compatibility. Electromagnetic Compatibility, (EMC) is defined as the ability for devices and systems to operate in their own electromagnetic environment without affecting their functions and faults. EMC also ensures that the operation of a product does not influence the electromagnetic environment to the extent that the functions of other devices and systems are also affected.
“…the EMC test process can become expensive whilst companies spend weeks fine tuning their products…”
To ensure a product is compatible, there are stringent guidelines incorporating various methods of test and measurement that must be adhered to. Manufacturers will usually book a slot at a test house whereby their product, or equipment, is tested under the stringent regulations. 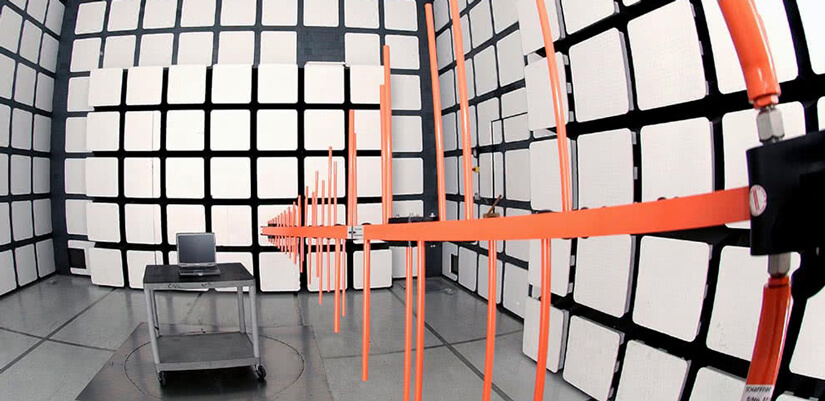
A typical EMC environment within an approved test house
There are 12 tests within the EMC standard that the product must conform with, however, should it only just fail, minor changes can be made on site to assist the product to pass. Alternatively, the product would need to be taken away for modification, or possibly a complete redesign, and re-booked for another test at a later date The EMC test process can become expensive whilst companies spend weeks fine tuning their products at a test house and being charged £1000’s for the privilege.
“…Ad-hoc changes can be made without the time constraints associated with an external test house…”
Powervamp designs, and builds, a large range of PCBs and complex electronic assemblies for its range of ground power units, aircraft static inverters and power supplies. This technically advanced equipment must comply with the EMC standard to operate perfectly in all manner of environments – particularly airports where a high volume of high frequencies are being sent and received over a concentrated area. With the constant improvement of products and the development of new products, the Powervamp R&D team took the decision to build a pre-compliance test booth. 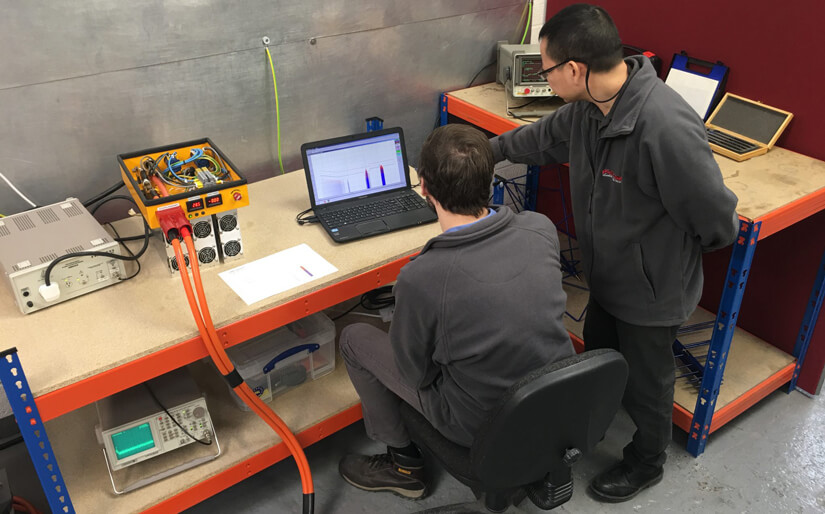
The Powervamp pre-compliance test booth will maximise in-house productivity and reduce development expenditure
The booth will allow the team to test products in-house to the same standards as the approved test houses, but at a fraction of the cost. Ad-hoc changes can be made without the time constraints associated with an external test house reducing which will reduce overall product development cost. The booth features the same equipment as found at the external test houses such as spectrum analysers, LISNS, current probes, various antennas and near-field probes.
“…Powervamp has once again proven a commitment to its program of continuous product development…”
Any product changes needed to pass the test process can be achieved far more easily during the design stage rather than retro-fitting additional circuits or components once the product has been completed, and then sent for testing. In order to prove compliance with the EMC standard, all Powervamp products are sent for final testing at an accredited external test house, but with the vast majority of tweaks and design changes made at Powervamp beforehand, the product would have a very high probability of passing quickly and easily. 
Recent investment in EMC test equipment will allow the R&D staff to conform with the Low Voltage Directive
In January 2018, the ISO 6858 Standard for Ground support electrical supplies was updated with stricter requirements for Ground Power Unit (GPU) manufacturers. One new section of the standard makes particular reference to the EMC emissions requirements at the input and output of any GPU. The test booth will allow the R&D team to retrospectively test all Powervamp GPU input/output cables to ensure they meet the current legislation and to keep the product range within the law and ahead of the competition. Powervamp has once again proven a commitment to its program of continuous product improvement by re-investing in its R&D division to maximise in-house productivity and reduce development expenditure.










